روشهای 6 گانه PID کنترل در اتوماسیون صنعتی
در این مقاله به بررسی روشهای مختلف کنترل در اتوماسیون صنعتی در حوزههای مختلف پرداخته میشود. اساس تمام روشهای کنترلی، همان روش کنترل فیدبک میباشد که معمولا توسط کنترلکننده های PID شکل میگیرد.
در این مقاله به بررسی روشهای مختلف کنترل در اتوماسیون صنعتی در حوزههای مختلف پرداخته میشود. اساس تمام روشهای کنترلی، همان روش کنترل فیدبک میباشد که معمولا توسط کنترلکننده های PID شکل میگیرد.
در صنعت هنگامی که از کنترل فرآیند صحبت میشود در ذهن مهندسان کنترل فیدبک تداعی میشود. گرچه کنترل فیدبک اساس کنترل بوده و این روش در صورت فراهم بودن شرایط، پایداری سیستم را بدنبال خواهد داشت، اما باید به این نکته توجه کرد که برای کنترل فرآیندهای پیچیده معمولا کنترل فیدبک به تنهایی پاسخگو نخواهد بود. لذا، در این مقاله به شش روش مهم کنترلی اشاره خواهیم کرد که اساس تمامی آنها حلقههای کنترلی است. منظور از کنترلکننده در این مقاله یک کنترل کننده PID (تناسبی- انتگرالی- مشتقی) است. که بر حسب نوع و با توجه به تابع تبدیل فرآیند، حلقه کنترل دارای تنظیمات خاصی برای پارامترهای کنترلی بوده و همچنین ممکن است گاهی بجای کنترلکننده PID از کنترل کننده مد PI , P نیز استفاده شود.
روشهای ششگانه کنترل عبارتند از:
- Feedback Control System
- Ratio Control System
- Cascade Control System
- Feed forward Control System
- Override Control System
- Batch Control System

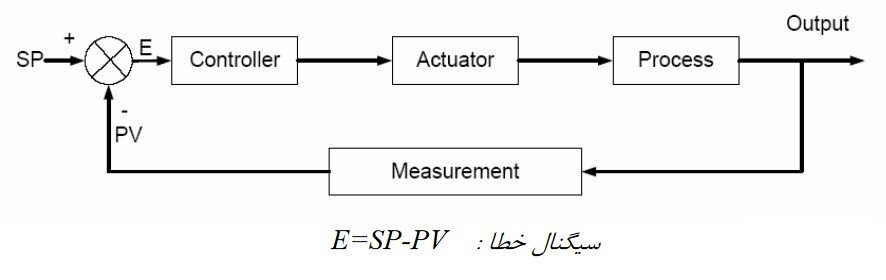
1-کنترلر PID (Feedback Control System):
همانطور که میدانیم در کنترل PID باید خطایی بین ست پوینت SP و مقدار فرآیند PV رخ دهد تا کنترل کننده بر اساس تابع PID و ضریبهای کنترلی P, I, D خروجی خود را جهت اصلاح خطا تغییر دهد و آنگاه موقعیت عملگر را به گونهای تثبیت میکند تا وضعیت فرآیند رو به بهبود برود. از عنوان عملگرها در صنعت میتوانیم به سرووموتورها، الکتروموتورها، سیلندرهای پنیوماتیکی و ... اشاره کرد. برای کنترل و تثبیت فرآیندهای کنترل دما میتوان کنترلر دما دلتا DTC1000 که یک کنترلر PID رایج در صنعت میباشد را نام برد.
2- کنترل تناسبی Ratio Control System:
روش کنترلی تناسبی یا Ratio همانند PID کنترل است با این تفاوت که ست پوینت SP به صورت دستی و مستقیم توسط کاربر تنظیم نمیشود. بلکه توسط یک واحد اندازه گیری یا ترنسمیتر دیگری به صورت تدریجی ست پوینت SP حلقه PID تنظیم میشود. مانند فرایند Ramp-Soak در کنترلر دمای DTMR04 دلتا.
3- کنترل آبشاری Cascade Control System:
در کنترلر تناسبی خروجی سیستم اندازهگیری به عنوان ست پوینت حلقه PID قرار میگرفت. اما در Cascade کنترل یا کنترل آبشاری، خروجی حلقه PID مبنا، به عنوان ستپوینت یک حلقه PID دیگر قرار میگیرد. در اینگونه سیستمها، عملکرد کنترلکنندهای که به عنوان مبنا قرار میگیرد باید به اندازه کافی کند باشد تا خروجی آن تغییرات زیادی را به کنترل کننده بعدی منتقل نکند. در این نمونه حلقههای کنترل نیز، طراح این مشکل را درنظر داشته و برای زمانیکه تغییرات کنترل کننده مبنا زیاد باشد (مثلا هنگام راه اندازی) سوئیچی را روی کنترل Cascade تعبیه کرده تا بتوان آنرا بصورت یک کنترل مجزا (Single Loop) تحت کنترل در آوریم و ست پوینت را با دست اعمال کنیم. زمانیکه خروجی کنترل کننده مبنا و ست پوینت اعمالی توسط کاربر روی کنترلکننده Cascade بر هم منطبق بود آنگاه آنرا از حالت محلی خارج کرده و روی حالت Cascade قرار میدهیم. هر زمان از اینورتر به عنوان عملگر نهایی حلقه PID استفاده شود در حقیقت اینورتر به صورت Cascade راه اندازی شده است. برای کنترل دمای یک گلخانه از کنترلر دمای دلتا DTC1000L به همراه یک اینورتر دلتا استفاده کردهایم ماژول DTC1000L نقش کنترلر PID مبنا را دارد که خروجی آن به صورت 0-10V، فرکانس یا همان ست پوینت اینورتر را مشخص میکند.
4- کنترل پیش خوری Feed forward Control System :
در روش PID کنترل ملاحظه شد که لازمست خطایی اتفاق بیافتد تا کنترلر آنرا محاسبه کند، آنگاه کنترلکننده خروجی خود را در جهت تصحیح شرایط فرآیند تغییر دهد، چه بسا زمانیکه برای این اصلاح سپری میشود باعث گردد دامنه خطا افزایش یابد و این مورد بیشتر در سیستمهای مرتبط با کنترل موقعیت (موشن کنترل) ملموس است. در این حالت به سیستمی نیاز داریم که قبل از خطا آنرا تشخیص داده و اصلاح نماید. کنترل پیشخوری یا Feedforward پیشنهاد میشود. در حقیقت وقتی سرووموتور را در مد موقعیت راه اندازی میکنیم علاوه بر بهرهمندی از تکنیک Cascade کنترل، کنترلر پیشخور هم فعال میشود تا قبل از اینکه خطایی روی موقعیت محور رخ دهد سرودرایو نسبت به جبران آن اقدام نماید. به تنظیم ضرایب P, I, D حلقههای کنترل گشتاور، سرعت و موقعیت در سیستمهای سرو و اینورتر، تیونینگ گفته میشود. سروو درایو دلتا مجهز به توابع پیشرفته اتوتیونینگ هستند و بدون اینکه کاربر درگیر تنظیم ضرایب کنترلکننده ها شود، ضرایب به صورت اتوماتیک تنظیم میشوند.
5- کنترل جانشینی Override Control System:
این روش که کنترل حذفی یا کنترل جانشینی هم نامیده میشود. دارای دو کنترل کننده PID و یک عملگر میباشد که در هر لحظه یکی از کنترل کنندهها فرمان را به عملگر میدهد و دیگری حالت انتظار است تا شرایط تغییر کند و جایگزینی کنترلکنندهها انجام شود. مانند کنترلر دما دلتا (DTM) که دو حلقه مجزا برای فرآیندهای Heating و Cooling دارد.
6- کنترل عددی Batch Control System:
فرآیند و روند تولید در صنایع و کارخانجات به سه گونهی فرآیندهای پیوسته، فرآیندهای گسسته و فرآیندهای Batch میتواند باشند. اینکه یک فرآیند تولید در کدامیک از سه دسته قرار گیرند، از روی محصول و خروجی فرآیند بویژه روند تولید قابل تشخیص یا دسته بندی میباشد.
در فرآیند پیوسته محصول از نتیجه عملکرد مداوم یکسری دستگاههای مختلف و ویژه که هر کدام از آنها یک وضعیت ثابت و مانا دارند، بدست میآید. خوراک اولیه بطور پیوسته وارد فرآیند شده و بعد از اینکه فعل و انفعالات خاصی متناسب با نوع محصول ایجاد شد، محصول با دبی پیوسته در خروجی واحد تولیدی قرار میگیرد.
در کارخانجات با فرآیند ناپیوسته گروهی از محصولات دارای روند تولید مشابه و مواد خام یکسانند. در فرآیند گسسته یک مرحله از تولید از ابتدا شروع میشود و مراحلی را باید به ترتیب طی کند تا به محصول برسد.
به فرآیندی Batch اطلاق میشود که بسته به نوع فرآیند یا مراحل تولید و یا شرایط آن فرآیند شامل چند فاز تولید میشود که یکی پس از دیگری (Sequence) باید به مرحله اجرا گذاشته شود. طی کردن این مراحل به منزله یکبار به مرحله تولید رسیدن است و برای داشتن محصول بیشتر لازم است این مراحل دوباره تکرار گردد. در کنترل Batch ترکیبی از کنترل پیوسته، کنترل ناپیوسته و Sequence کنترل داریم. جهت طراحی Batch Control میتوانیم از کنترلکنندههای آنالوگ، Interlock و Sequence کمک بگیریم.
در حقیقت در اتوماسیون صنعتی PLC ها برای پیادهسازی حلقههای یکی پس از دیگری، طراحی شدند. بهترین ابزار برای اجرای حلقههای یکی پس از دیگری در PLC دلتا استفاده از روش استپ لدر است. در سایت یوزتکنو نمایندگی محصولات اتوماسیون صنعتی دلتا نمونه برنامه و مثالهای آموزشی رایگان در بخش مرکز دانلود و وبلاگ سایت در دسترس مهندیسین این حوزه قرار داده شده است، که به علاقمندان پیشنهاد میشود به آنها مراجعه نمایند.




ارسال نظر